 русский
русскийContact Us
Add: No. 58, Lingshanwan Road, Huangdao, Qingdao, China
Phone: +86 186 6184 7678
Fax: +86 532 8687 1520
Email: info@rinborn.com
Follow Us:




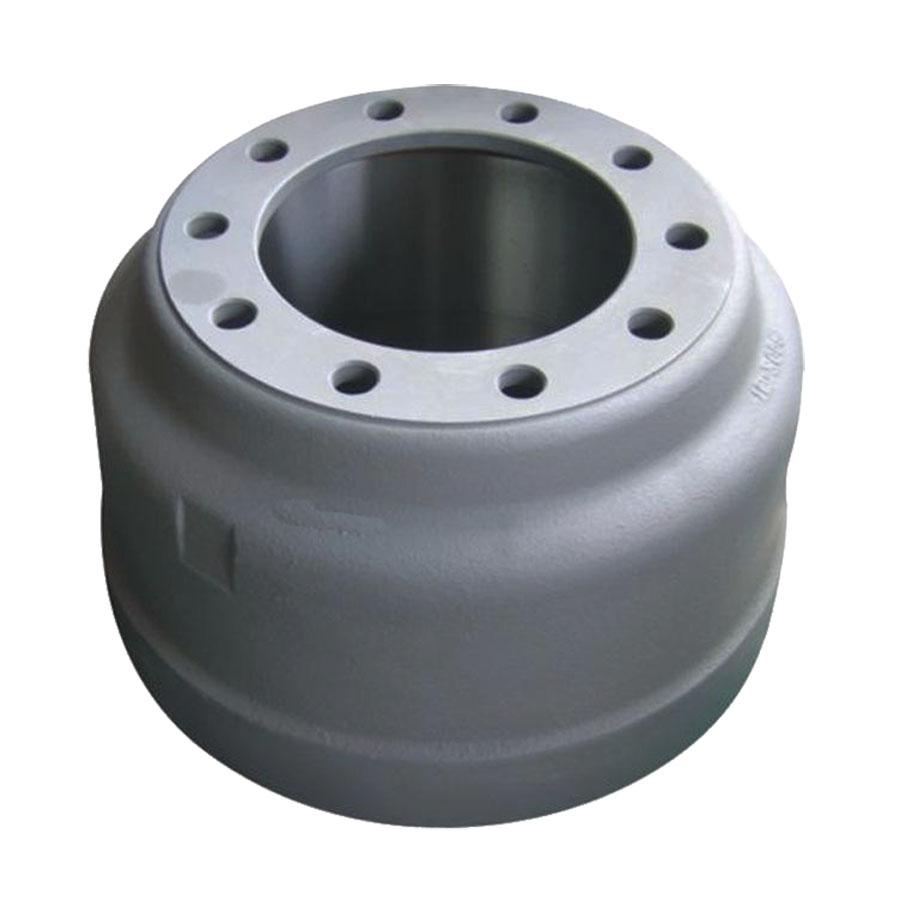
Cast Iron Green Sand Casting Product
Metal and Alloys: Cast Iron Process: Sand Casting and CNC Machining Weight: 8.6 kg Application: Brake Pot
Available cast iron: Gray Iron: HT150, HT200, HT250, HT300, HT350; GJL-100, GJL-150, GJL-200, GJL-250, GJL-300, GJL-350; GG10~GG40. Ductile Iron or Nodular Iron: GGG40, GGG50, GGG60, GGG70, GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3,
In order to give full play to the advantages of green sand molding and improve the quality of castings, it is necessary to maintain stable molding sand performance, compact and uniform sand molds and reasonable casting process during the production process. Therefore, the development of green sand molding technology has always been closely linked to the development of molding machine and molding technology. Recently, green sand mechanized moulding has developed from ordinary machine moulding to high-density machine moulding. The productivity of moulding, the compactness of sand molds, and the dimensional accuracy of castings continue to increase, while the surface roughness value of castings continues to decrease.
Green sand is mainly used in the production of small and medium-sized castings, especially in the production of large-scale mechanized modeling of castings such as automobiles, tractors, diesel engines, and textile machinery. Green sand moulding casting process (when paint is not applied) can also produce iron castings weighing several hundred kilograms.
Green sand is generally composed of new sand, old sand, bentonite, addenda and a proper amount of water. Before formulating the ratio of molding sand, it is necessary to determine the performance range and control target value of the molding sand according to the type of alloy poured, the characteristics and requirements of the casting, the molding method and the process and the cleaning method. After that, according to the variety and specifications of various raw materials, sand processing method, equipment, sand to iron ratio and the burning loss ratio of various materials are used to formulate the sand ratio. The technical indicators and proportions of molding sand can only be determined after long-term production verification.