
Product Center
Contact Us
Add: No. 58, Lingshanwan Road, Huangdao, Qingdao, China
Phone: +86 186 6184 7678
Fax: +86 532 8687 1520
Email: info@rinborn.com
follow us:
Related products



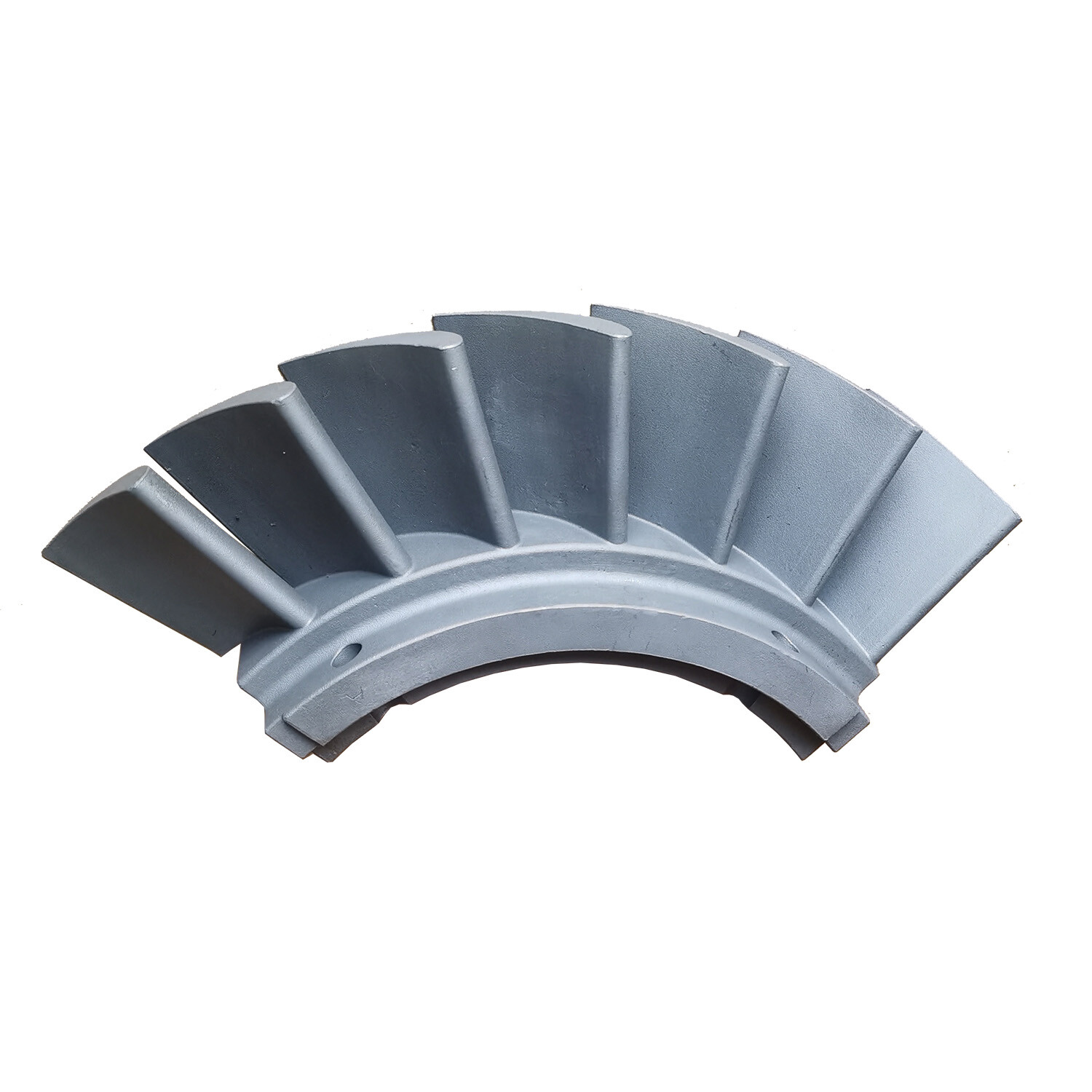
Precision Investment Casting Foundry
Process: Investment Casting + Machining
Weight: 2.20 kg
Description
Almost most of the ferrous and nonferrous metal and alloys could be cast by investment casting process. But, at our lost wax casting foundry, we mainly cast the carbon steel, alloy steel, stainless steel, super duplex stainless steel, gray cast iron, ductile cast iron, aluminium alloys and brass. Additionally, certain applications require the use of specialized other alloys used primarily in harsh environments. These alloys, such as Titanium and Vanadium, meet the additional demands that might not be achieved with standard Aluminum alloys. For example, Titanium alloys often are used to produce turbine blades and vanes for aerospace engines. Cobalt-base and Nickel-base alloys (with a variety of secondary elements added to achieve specific strength-strength, corrosion-strength and temperature-resistant properties), are additional types of cast metals.

▶ Raw Materials Available for Investment Casting (Lost Wax Casting Process)
Carbon Steel: AISI 1020 - AISI 1060,
Steel Alloys: ZG20SiMn, ZG30SiMn, ZG30CrMo, ZG35CrMo, ZG35SiMn, ZG35CrMnSi, ZG40Mn, ZG40Cr, ZG42Cr, ZG42CrMo...etc on request.
Stainless Steel: AISI 304, AISI 304L, AISI 316, AISI 316L and other stainless steel grade.
Brass & Copper.
Nickel Base Alloy, Cobalt Base Alloy
Other Materials and Standards on request
▶ Capabilities of Investment Casting
Max Size: 1,000 mm × 800 mm × 500 mm
Weight Range: 0.5 kg - 100 kg
Annual Capacity: 2,000 tons
Bond Materials for Shell Building: Silica Sol, Water Glass and their mixtures.
Tolerances: On Request.
▶ Main Production Procedure
Patterns & Tooling Design → Metal Die Making → Wax Injection → Slurry Assembly → Shell Building → De-Waxing → Chemical Composition Analysis → Melting & Pouring → Cleaning, Grinding & Shot Blasting → Post Processing or Packing for Shipment
▶ Inspecting Lost Wax Castings
Spectrographic and manual quantitative analysis
Metallographic analysis
Brinell, Rockwell and Vickers hardness inspection
Mechanical property analysisLow and normal temperature impact testing
Cleanliness inspection
UT, MT and RT inspection
▶ Post-Casting Process
Deburring & Cleaning
Shot Blasting / Sand Peening
Heat Treatment: Normalization, Quench, Tempering, Carburization, Nitriding
Surface Treatment: Passivation, Andonizing, Electroplating, Hot Zinc Plating, Zinc Plating, Nickel Plating, Polishing, Electro-Polishing, Painting, GeoMet, Zintec.
Machining: Turning, Milling, Lathing, Drilling, Honing, Grinding.
▶ Why You Choose RMC for Custom Lost Wax Casting Parts?
Full solution from one single supplier ranging customized pattern design to finished castings and secondary process including machining, heat treatment and surface treatment.
Costdown proposals from our professional engineers based on your unique requirement.
Short leadtime for prototype, trial casting and any possible technical improvement.
Bonded Materials: Silica Col, Water Glass and their mixtures.
Manufacturing flexibility for small orders to mass orders.
Strong outsourcing manufacturing capabilities.
▶ General Commerial Terms
Main workflow: Inquiry & Quotation → Confirming Details / Cost Reduction Proposals → Tooling Development → Trial Casting → Samples Approval → Trial Order → Mass Production → Continuous Order Proceeding
Leadtime: Estimatedly 15-25 days for tooling development and estimatedly 20 days for mass production.
Payment Terms: To be negotiated.
Payment methods: T/T, L/C, West Union, Paypal.

Inquiry